
Wika
Paghahanap ng Produkto
Wika
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Balita ng Kumpanya
DMAIC - Pinadali ang patuloy na pagpapabuti ng kalidad ng mga makinang bahagi
2025-09-19Ang pagsunod sa kalidad ng patakaran at pamamahala ng pilosopiya ng kumpanya ng "masiyahan ang sarili, masiyahan ang mga customer, maging matapat at mapagkakatiwalaan, at magsikap para sa kahusayan", patuloy kaming nagbibigay ng mga customer ng mga produkto ng mas mataas na gastos - pagiging epektibo at mas matatag na kalidad. Kamakailan lamang, sa machining workshop, nagkaroon ng isang kababalaghan kung saan ang mga pangunahing sukat o geometric na pagpapaubaya ng ilang mga pangunahing proseso ay hindi matatag pagkatapos ng pagproseso at mabibigo na matugunan ang mga kinakailangan sa kontrol ng 6 - Sigma. Ang pamamahala ng kumpanya ay nakakabit ng malaking kahalagahan dito at isinulong ang pagawaan upang mag -set up ng isang puwersa ng pagpapabuti ng kalidad ng pag -unlad ng workshop. Ang puwersa ng gawain na ito ay binubuo ng mga pinuno mula sa mga nauugnay na kagawaran, may -katuturang mga inhinyero, pinuno ng koponan at mga empleyado sa paggawa ng linya. Sa pamamagitan ng paggamit ng DMAIC na pamamaraan ng 6 - Sigma Improvement, isang komprehensibong kampanya sa pagpapabuti ng kalidad ay inilunsad. Sa pamamagitan ng isang serye ng mga aktibidad sa pagpapabuti tulad ng pagsisiyasat sa background, pagkolekta ng data, buod ng problema, sanhi ng pagsusuri, at pagbabalangkas ng mga panukalang panukala ng maikli at pangmatagalan, ang mga hakbang sa pagpapabuti ng kalidad ay ganap na isinasagawa. Ang aktibidad na ito ng pagpapabuti ay komprehensibong pinahusay ang praktikal na kakayahan ng mga tagapamahala ng damo - mga ugat at empleyado sa pag -unawa, pag -aaplay at pagtaguyod ng mga tool na pagpapabuti ng 6 -Sigma sa isang magkakatulad na paraan. Tumutulong ito upang mabawasan ang pagkakaiba -iba at pagbabagu -bago ng mga kalidad na katangian ng mga makina na bahagi, sa gayon ay mapapabuti ang pangkalahatang kalidad ng pagmamanupaktura ng mga motor at pagtulong upang mabigyan ang mga customer ng mas mahusay na kalidad na mga produkto.
Ang proseso ng pagpapabuti ng DMAIC ay may kasamang limang yugto: tukuyin, sukatin, pag -aralan, pagbutihin, at kontrol. Ang limang yugto na ito ay bumubuo ng isang buong pamamaraan ng pagpapabuti ng kalidad ng proseso, at ang bawat yugto ay binubuo ng maraming mga hakbang sa trabaho. Ang sumusunod ay isang maikling paglalarawan ng pagpapabuti ng problema na ang coaxiality ng harap at likuran na mga silid ng pagdadala at ang runout ng mukha ng pagpupulong ay hindi matatag pagkatapos ng pagpupulong ng dobleng -suportadong base ng makina at ang pagpupulong ng silid ng tindig:
01 tukuyin
Ang mga nauugnay na miyembro ng koponan ay gaganapin ng isang espesyal na pulong ng pagpapabuti ng kalidad at ginamit ang brainstorming upang tukuyin ang mga layunin ng pagpapabuti ng koponan:
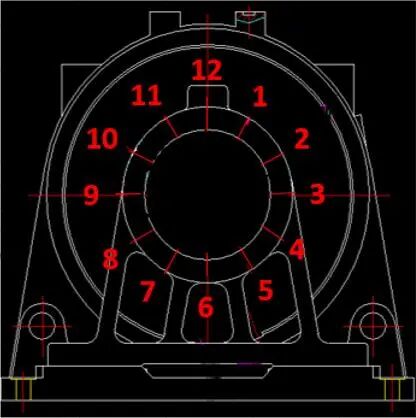
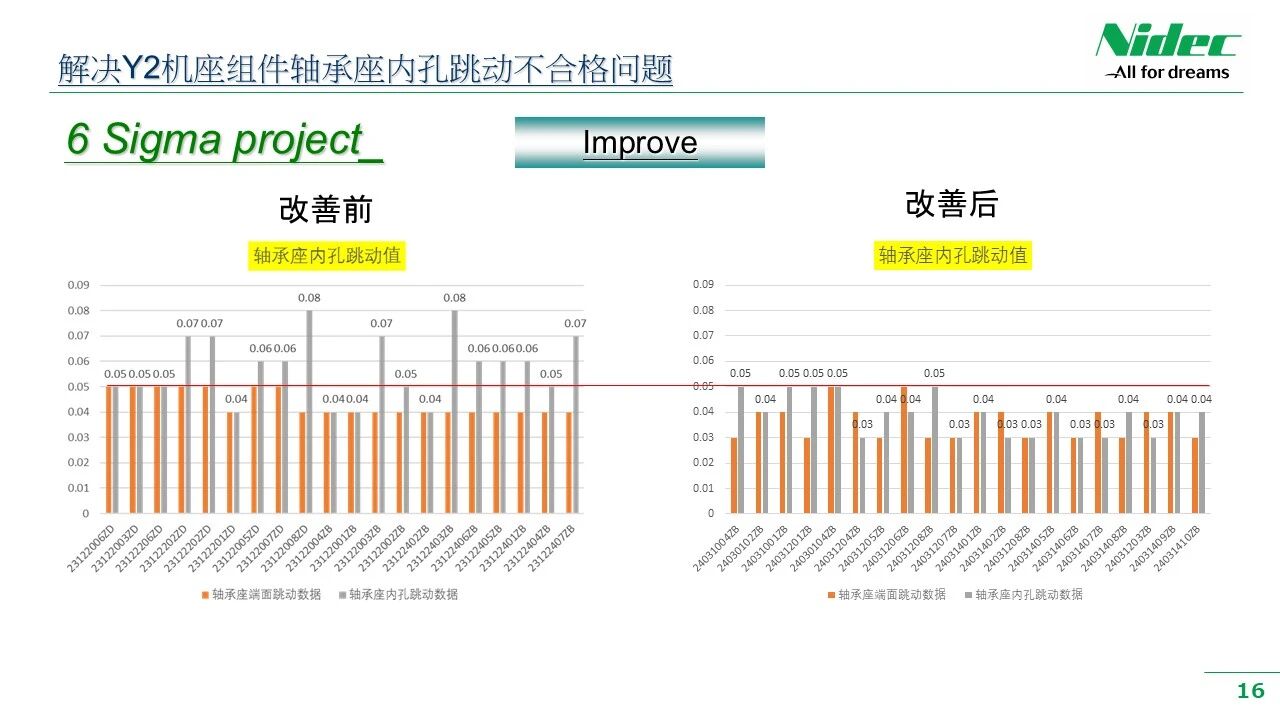
• A) Suliranin: Ang coaxiality ng multa - machined na panloob na butas ng upuan ng doble - suportadong base ng base ng machine ay hindi matatag. Pagkatapos ng pagpupulong, magiging sanhi ito ng runout ng tindig na silid ng buong base ng makina upang lumampas sa pagpapaubaya, na hindi nakakatugon sa mga kinakailangan sa pagguhit.
• B) Layunin ng Pagpapabuti: Ang rate ng depekto ay mas mababa sa 200 ppm, at ang runout ng silid ng tindig ay mas mababa sa 0.05 mm.

02 Panukala
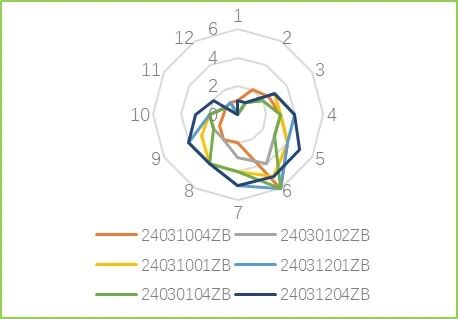
Ang koponan ng pagpapabuti ay nagdisenyo ng isang talahanayan ng kalidad - nakakaimpluwensya sa mga parameter na may kaugnayan sa proseso ng machining. Ayon sa talahanayan na ito, ang mga operator ng kaukulang mga proseso na nakolekta ng data, kabilang ang proseso ng proseso at agnas, pagputol ng mga setting ng parameter, mga setting ng pangunahing parameter ng mga tooling at fixtures, pagpoposisyon at mga setting ng puwersa ng clamping at iba pang mga kaugnay na mga parameter. Matapos makumpleto ang koleksyon ng data, ginagamit ang isang tsart ng radar upang makagawa ng isang layunin na pagsusuri ng pagiging epektibo ng kasalukuyang sistema ng pagsukat.
• a. Tukuyin ang mga parameter ng pagsusuri
Gamit ang sanhi - at - epekto ng diagram ng fishbone para sa brainstorming, ilista ang posibleng sanhi - nakakaimpluwensya na mga kadahilanan sa 5m2e (tao, makina, materyal, pamamaraan, pagsukat, kapaligiran, enerhiya) at mangolekta ng data ng mapagkukunan sa anyo ng isang listahan. Halimbawa, ang ugnayan sa pagitan ng puwersa ng clamping at pagpapapangit, ang ugnayan sa pagitan ng bilis ng tool ng makina at pagputol ng mga setting ng parameter, at ang mga parameter ng kawastuhan ng tool ng makina.
• b. Kolektahin ang data
Matapos kumpirmahin ang mga pangunahing katangian ng kalidad at mga variable na proseso ng output ng proseso, alamin ang mga variable na pag -input ng proseso. Ang proseso ng engineer ay gumagabay sa mga empleyado upang mangolekta ng data.
• c. Suriin ang sinusukat na data
Batay sa data ng mapagkukunan na nakolekta mula sa mga variable na pangunahing proseso, kalkulahin ang data ng istatistika tulad ng ibig sabihin, pagkakaiba -iba, at karaniwang paglihis. Gumuhit ng tsart ng Pareto, tsart ng control ng X/R o tsart ng radar para sa karagdagang pagsusuri. Halimbawa, sa pamamagitan ng tsart ng radar ng data, makikita natin na ang runout ng panloob na butas ng upuan ng upuan ng pagpupulong ng base ng makina ay sanhi ng pagpapapangit ng panloob na butas ng upuan ng tindig. Batay sa konklusyon na ito, maaari nating pag -aralan ang mga sanhi sa isang target na paraan.
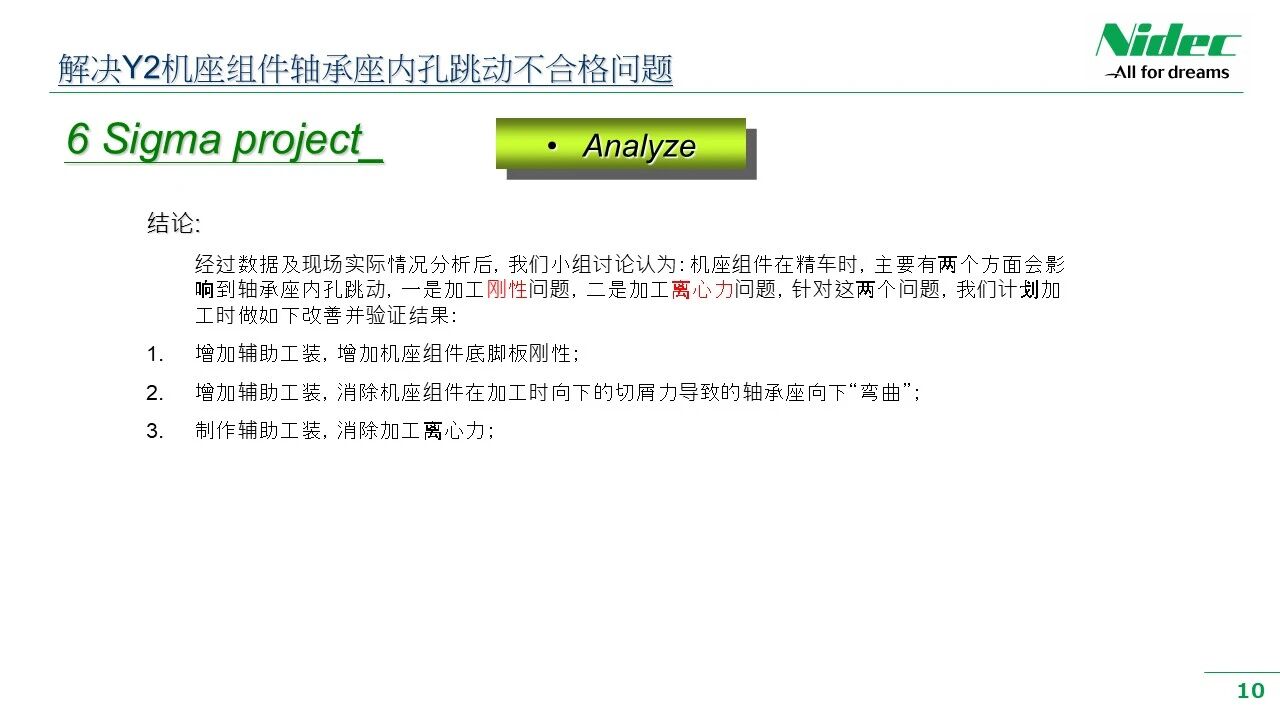
03 Pag -aralan
Ang koponan ay gumagamit ng mga tool sa pagsusuri tulad ng PFMEA (proseso ng pagkabigo ng proseso at pagsusuri ng mga epekto) at mga diagram ng fishbone upang magsagawa ng malalim na sanhi ng pagsusuri sa nakolekta na data at hanapin ang sanhi ng ugat. Kasama dito ang pagkilala sa pamamahagi ng data, pagbabago ng mga uso, pagkilala sa mga outlier, pagsusuri ng ugnayan sa pagitan ng mga variable na proseso, at pagtukoy ng mga sanhi ng mga potensyal na problema. Sa pamamagitan ng pagtaguyod ng koneksyon sa pagitan ng mga problema at sanhi, ang koponan ay maaaring makabuo ng isang malalim na pag -unawa sa likas na katangian ng problema at maglagay ng isang pundasyon para sa pagbuo ng mga epektibong solusyon. Halimbawa, sa pamamagitan ng pagsusuri ng tsart ng radar ng data ng runout ng panloob na butas ng upuan ng tindig, maaari nating tapusin na ang mga sanhi ng problemang ito ay kasama ang impluwensya ng machining rigidity at machining centrifugal na puwersa sa runout. Ayon sa prinsipyo ng DOE (Disenyo ng Mga Eksperimento), ang isang plano sa pagpapabuti ay idinisenyo upang mapatunayan kung may bisa ang sanhi ng hypothesis, at pagkatapos ay matatagpuan ang ugat.
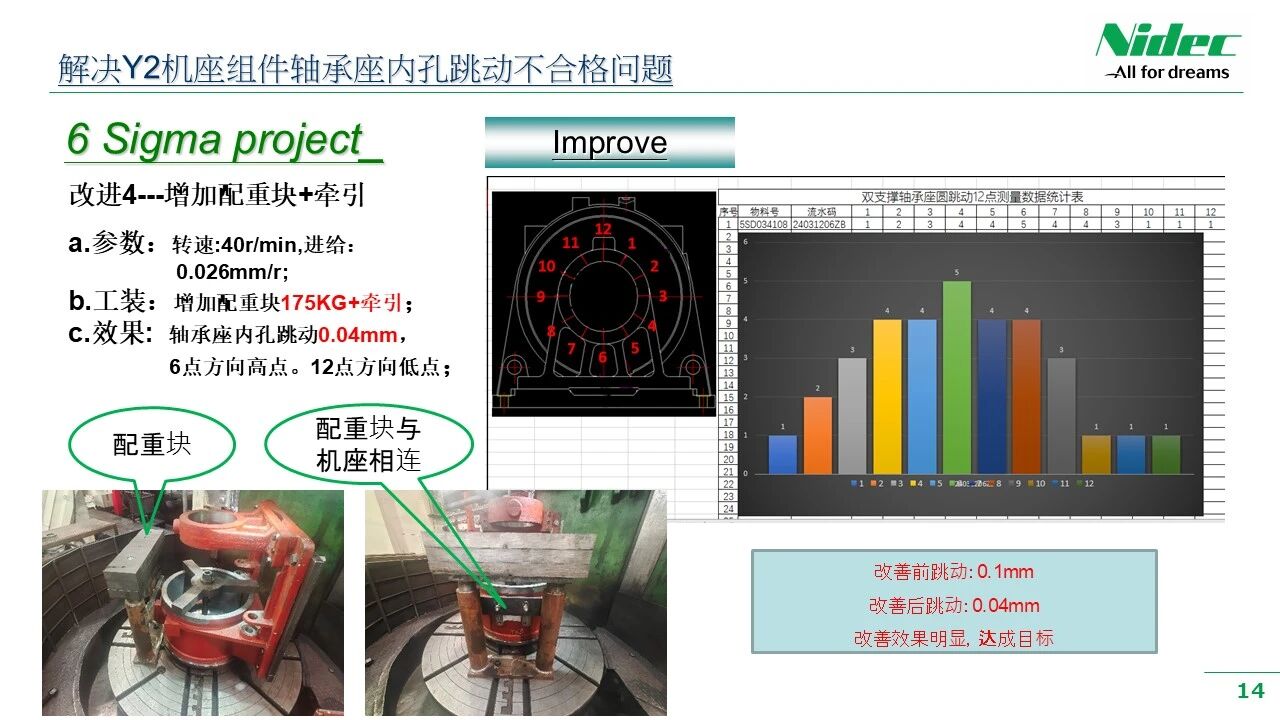
04 pagbutihin
Batay sa mga resulta ng pagsusuri at pag -verify, ang koponan ay nagmumungkahi at nagpapatupad ng mga target na solusyon. Maaaring kasangkot ito sa pag -optimize ng proseso, pag -upgrade ng teknolohiya, pagpapabuti ng operasyon at iba pang mga aspeto. Mahalaga na kailangang i -verify ng koponan ang pagiging epektibo ng mga solusyon upang matiyak na makagawa sila ng inaasahang resulta sa aktwal na operasyon. Kapag matagumpay ang pag -verify, i -update ng koponan ang paglalarawan ng proseso at mga pamamaraan ng operasyon upang matiyak na ang mga bagong solusyon ay maaaring maging pamantayan at ang mga resulta ng pagpapabuti ay maaaring maitaguyod sa buong proseso ng machining. Halimbawa, kapag ang paglutas ng problema sa runout ng Y2 Series machine base assembly, iminungkahi ng aming koponan ang mga target na solusyon batay sa mga resulta na nasuri sa yugto ng pag -aaral. Kasama sa mga solusyon na ito ang pagdaragdag ng mga puntos ng suporta sa nasuspinde na posisyon ng upuan ng tindig, pagdaragdag ng mga plate na bakal sa paanan ng base ng makina upang mapahusay ang katigasan, at pagdaragdag ng mga counterweights sa tapat ng mga paa ng base ng makina. Pagkatapos, ang mga pag -verify sa pagproseso ng pagsubok ay isinasagawa nang paisa -isa upang kumpirmahin na ang data ng pagproseso ng pagproseso ay nakamit ang inaasahang mga layunin ng koponan, at sa wakas ay natagpuan ang isang epektibong solusyon.
05 Kontrol
Ang control phase ay ang pangwakas na link ng pamamaraan ng DMAIC at ito rin ang susi upang matiyak ang pagpapanatili ng mga resulta ng pagpapabuti. Sa yugtong ito, ang koponan ay magbubuo at magpapatupad ng isang control plan, kabilang ang pagsubaybay sa proseso, hindi normal na paghawak at patuloy na pagpapabuti. Sa pamamagitan ng regular na pagsubaybay sa pagganap ng proseso at pag -aayos ng diskarte sa control, masiguro ng koponan na ang proseso ay palaging nasa isang kinokontrol na estado at maiwasan ang pag -ulit ng problema.
Sa pamamagitan ng tiyak na aplikasyon ng Anim na Sigma DMAIC Improvement Tool sa maraming mga koponan sa pagpapabuti ng machining workshop, ang kamalayan at praktikal na kakayahan ng lahat ng mga empleyado na patuloy na gamitin ang tool na ito upang mapagbuti ang kalidad ng proseso ay napabuti. Pinasigla nito ang pagiging makabago at pagpapabuti ng sigla ng lahat ng mga empleyado sa pagawaan, na -promote ang malawak at sa - lalim na aplikasyon ng pamamaraan ng DMAIC sa mga proyekto sa pagpapabuti sa hinaharap, lubos na pinahusay ang kakayahan ng lahat ng mga empleyado sa machining workshop upang pag -aralan at malutas ang kalidad ng mga abnormal na problema, at pinapagana ang mga empleyado upang mahanap ang kasiyahan ng pag -aaral, pagsasanay at kasiyahan sa pagpapabuti ng mga resulta sa proseso ng pagpapabuti.
Mga Rekomendasyon sa Balita

Pagpupulong "Ni" | Ang Nideco Elevator Components ay Nag-debut sa 2026 China International Elevator Exhibition
2026-06-20
Ang Nidec Elevator Components Guangde Co., Ltd. Grandly Opening, Empowering Global Intelligent Manufacturing Upgrade para sa Core Elevator Components
2026-06-20
Mga Bagong Oportunidad sa Silk Road: Paggalugad sa Elevator Market ng Kazakhstan
2026-06-20
Nidec Ultra-Thin Machine Retrofit Solution
2026-03-21
Ang modular single teeth winding para sa stator,nagtatakda ng bagong pamantayan para sa mataas na mahusay na produksyon
2026-03-02